
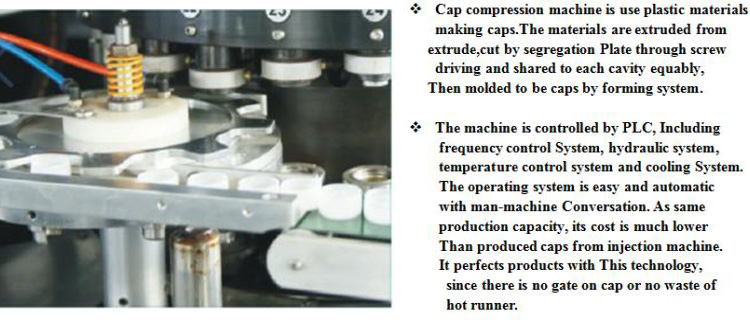
Ziurtatzen dizugu beti eskaintzen dugula kalitate handiko 18 barrunbeko kapa konpresio-makina. Lagundu produktu egokiak eta kalitatezkoak aukeratzen merkatua bereganatu eta merkatua produktu eta zerbitzu kualifikatuekin irekitzeko eta elkarrekiko onura lortzeko.
Ziklo denbora laburragoa produktibitate handiagoa lortzeko
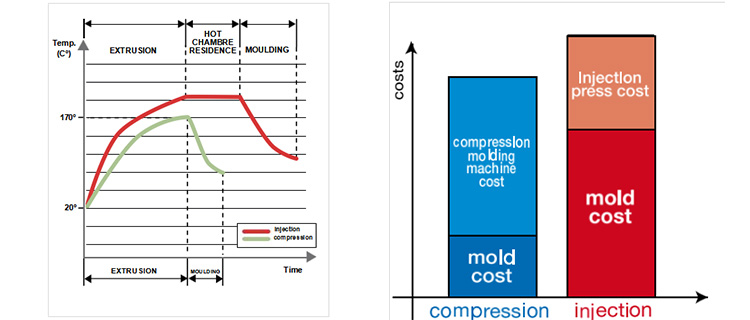
Energia-kontsumo gutxiago
Dentsitate espezifiko handia
Mantentzerik gabeko moldeak hamarkadetan irauten dutenak
Koloreak aldatzeko prozesu azkarra
Hondakin gutxiagok kostu txikiagoak esan nahi du
| Eredua | DRCM-018 |
| Ekoizpen Ahalmena | 17000-18000/orduko (29/25MM txanoa) |
| Txapelaren Diametroa | 20-45 mm |
| Txapelaren Altuera | 10-30 mm |
| Txapelaren materiala | PP/HDPE/LDPE |
| Moldearen barrunbearen zk. | 18 |
| Boterea | 380V/PH/50HZ |
| Instalazio potentzia | 30KW |
| Aire Kontsumoa | 0,3M3/h, 0,8Mpa |
| Makinaren Dimentsioa | 2660*1200*2000mm |
| Makinaren pisua | 3.1T |

INJECTOZKO MOLDEAK MAKINArekin KONPARATUZ
| Elementua | Txapelaren konpresioa moldatzeko makina |
Injekzio-moldeaketa makina |
| Barrunbe kopurua | 24 | 2*24 |
| Irteera | 16800-23400 | 2*6000 |
| Energia-kontsumoa | 26 | 2*36 (moldearekin) |
| Hilean energia kontsumoa | 18720 | 51840 |
| Energia aurreztea hilean | 33120kw | |
| Kostuak aurreztea | 6650 00 $/hilean (0 2 $ bada/kw/h) | |
| Gehigarria erabiliz | Ez | Bai |
| Moldea askatzea erabiliz | Ez | Bai |
| Usain berezia | Ez | Bai |
| Produktuen itxura | Injekzio punturik ez | Injekzio puntuarekin |
| Hondakinak | Ez | Bai |
| Eskulan baliabidea | 1 | 2 edo gehiago |
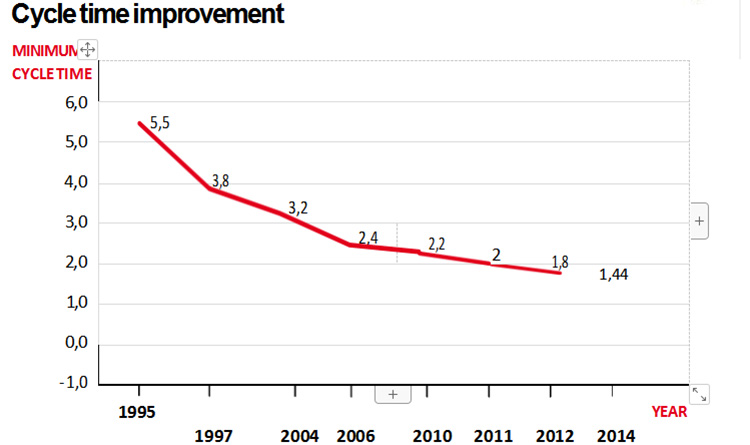
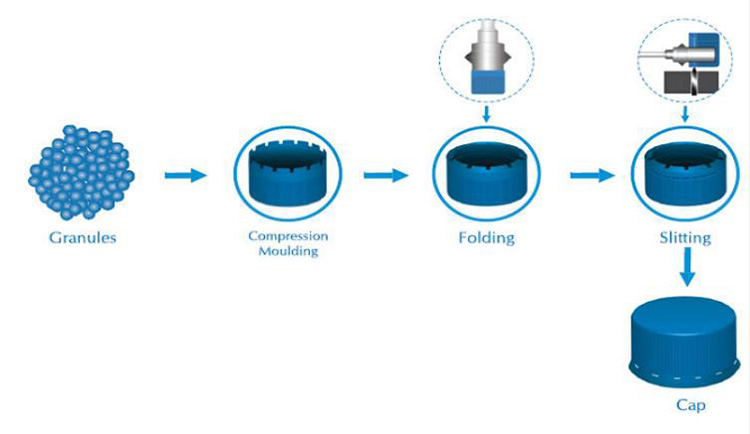
EN ZIKLO LABURTZAKO denbora eta, beraz, produktibitate handiagoa. Estrusio-tenperatura baxuagoari esker, txapela moldean azkarrago hozten da: horrek ziklo-denborak laburtu ditu, eta, txapel arinen kasuan, 2 segundo ingurura murriztu dira.
ENERGIA KONTSUMO GUTXIAGO. Estrusio-tenperatura baxuagoek energia gutxiago behar da plastikoa estrusio-tenperaturara eramateko eta, plastikoa hotzagoa denez, hozteko energia gutxiago behar da. Ekoiztutako txapel bakoitzeko energia-aurrezpen orokorra %45ekoa izan daiteke.
DENTSITATE ESPEZIFIKOAK HANDIA. Moldeatzeko presioa berdina izanik, tenperatura baxuagoek dentsitate espezifiko handiagoa lortzea ahalbidetzen dute; gainera, urtutako plastikoari tentsio gehigarria eragiten dion injekzio-puntua ez dago. Baldintza teknologiko honek propietate mekanikoak eta injekzioarekin lortu ezinezko koherentzia ematen ditu.
KOHERENTZIA arazo garrantzitsu bat bihurtu da edarien ontziratzean, non ekoizpen-lerroak geroz eta azkarragoak eta sofistikatuagoak diren eta txapelekin lotutako lantegien geldialdiak ezin baitira onartu.
Hamarkadetan irauten duten MANTUTEGI GABEKO MOLDEAK. Konpresio-moldearen mugimendu bertikalak eta axialak bermatzen du, injekzio-moldeak ez bezala, bere pisuak zamatuta, moldeak mota guztietako higaduratik babestuta egotea. Konpresio-moldeak moldeen higadurarik ez izatea esan nahi du haien lan-bizitza osoan.
KOLORE ALDAKETA AZKARRAK Hauek azkar egin daitezke konpresio prozesuan ez dagoen ganbera berorik garbitu beharrik gabe. HONDAKIN GUTXIAGO kostu txikiagoak.
| Moldearen materiala | Barrunbea | DC53, Japonia |
| Barrunbearen Oinarria | Beryllium Copper, AEB | |
| Barrunbearen idulkia | S136 .Suedia | |
| Barrunbearen idulkiaren torlojua | DC53, Japonia | |
| Nukleoa | Beryllium Copper, AEB | |
| Hariaren zatia | DC53, Japonia | |
| Mahuka ertaina | DC53, Japonia | |
| Desmoldeatzeko mahuka | S136 .Suedia | |
| Moldearen gogortasuna | Hutsean piztu ondoren, -180 °C tratamendu kriogenikoa, nitrurazioa, gero DLC (Diamond-Like Carbon), moldearen gogortasuna 70 gradu ingurukoa da. | |
Esportatu paketatze estandarra
Gure teknikaria eroslearen fabrika izan daiteke makina instalatzeko eta martxan jartzeko. Baina erosleak bere gain hartu beharko luke teknikariaren bidaiaren kostu guztia (hegazkin txartela, ostatuaren kostua eta soldata barne)
ENTREGATZEKO DATA: GORDAILUA LORTU ETA 55-60 EGUNEAN.
ENTREGAZKO PORTUA: NINGBO,TXINA